




درج تراش کاربید VCMT 160404 کاربید تراش با کیفیت خوب صیقلی شده
توضیحات محصول
| نام محصول | درج های تراش کاربید تراش کاربید vcmt160404 با کیفیت خوب صیقلی شده |
| نام تجاری | GW / بدون نام |
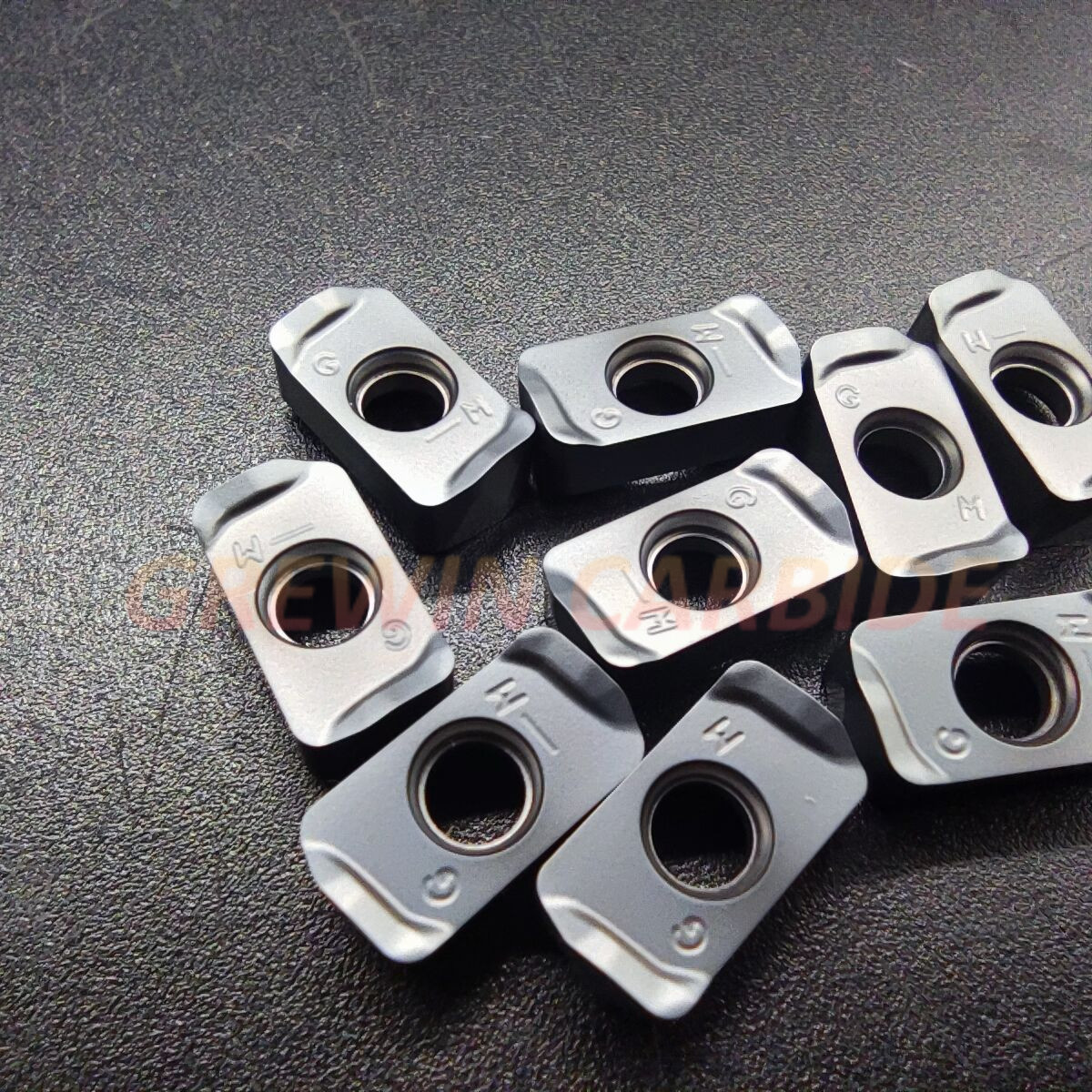
| مدل | LOGU030310ER-GH |
| پوشش | PVD/CVD |
| مواد | 100% ویرجین |
| مقطع تحصیلی | MC115/MC118/MC118X/MC335/MC335X |
| قطعه کار | فولاد / فولاد ضد زنگ / فولاد آلیاژی / چدن |
| HRA | HRA 89-93 |
| MOQ | 1 |
| ابعاد | |||||
| L | D | اس | د1 | آر | |
| VCMT110304 | 11.2 | 6.35 | 3.18 | 2.8 | 0.4 |
| VCMT110308 | 11.2 | 6.35 | 3.18 | 2.8 | 0.8 |
| VCMT160404 | 16.6 | 9.525 | 4.76 | 4.4 | 0.4 |
| VCMT160408 | 16.6 | 9.525 | 4.76 | 4.4 | 0.8 |
نمایش محصول
![]()
![]()
![]()
مرتبط با محصول
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1. WARMLYTIPS
01. کاهش صحیح سرعت برش و نرخ تغذیه می تواند عمر آزمایشی دستگاه فرز را افزایش دهد.
02. هنگام کار لازم است برای محافظت از لبه برش مایع برش اضافه شود که باعث صاف شدن برش می شود.
03. هنگامی که یک لایه اکسید یا لایه سخت شده دیگری بر روی سطح قطعه کار باقی می ماند، می توان آن را با آسیاب برگشت پذیر حذف کرد.
2. دستورالعمل برای استفاده
آنچه خریداران باید در مورد انتخاب آسیاب نهایی و دستورالعمل های عملیاتی بدانند
01. قبل از استفاده از ابزار، لطفاً انحراف ابزار را اندازه بگیرید.اگر دقت انحراف ابزار بیش از 0.01 میلی متر است، لطفاً قبل از برش آن را اصلاح کنید.
02. هر چه طول آسیاب انتهایی که از چاک بیرون زده کوتاهتر باشد، بهتر است. اگر آسیاب انتهایی برای مدت طولانی بیرون بیاید، باید سرعت چرخش، سرعت تغذیه یا مقدار برش را کاهش داد.
03. در حین برش، اگر لرزش یا صدای غیرعادی رخ داد، لطفاً سرعت برش و نرخ تغذیه برش را کاهش دهید تا وضعیت بهبود یابد.
04. خنک کننده فولاد ترجیحا اسپری و جت هوا است، که می تواند به طور موثر اثر استفاده از فرز را بهبود بخشد.












